ٹارک ویلیو سٹڈ بولٹ تھریڈز اور نٹ ہیڈ کے درمیان رگڑ پر منحصر ہے، یہ رگڑ چکنا کرنے والا، یا سٹڈ دھاگوں پر کسی بھی پلیٹنگ (مثال کے طور پر، کیڈمیم یا زنک) لگانے سے متاثر ہو سکتا
ہے۔ بولٹنگ کا معیار اس بات کی وضاحت کرے گا کہ آیا ٹارک ویلیو خشک یا چکنا سٹڈ/بولٹ تھریڈ کے لیے ہے۔ اگر نٹ کے بجائے بولٹ کو ٹارک کیا جاتا ہے، تو اضافی رگڑ کی تلافی کے لیے ٹارک ویلیو میں اضافہ کیا جانا چاہیے - بولٹ کو صرف اس صورت میں ٹارک کیا جانا چاہیے جب وہ کلیئرنس ہولز میں نصب ہوں۔
بولٹ کو ٹارک کنٹرول کے ذریعے سخت کیا جائے گا، انسٹال کرنے سے پہلے اینٹی سیز لبریکینٹ جیسے مولی کوٹ یا اس کے مساوی استعمال کیا جائے گا۔ بولٹ کو سخت کرنے کا مخصوص طریقہ لیپت، جستی اور غیر جوانی والے بولٹ پر یکساں طور پر لاگو ہوتا ہے۔
فلینج جوائنٹ کو مناسب طریقے سے سخت کرنے کے لیے فلینج سٹڈ ٹارک کی ترتیب انتہائی اہم ہے۔ اس تفصیلی مضمون میں، میں نے اس Torque Sequence کو آسان بنانے کی کوشش کی ہے تاکہ آپ flange اور studs کو نقصان پہنچائے بغیر مطلوبہ نتیجہ حاصل کر سکیں۔
بولٹ ٹائٹننگ کے لیے پہلے سے چیک کریں۔
فلینج کی حالت
- خروںچ، گندگی، اور پیمانے کے لئے فلینج چہروں کی حالت چیک کریں.
- سنکنرن گڑھے اور آلے کے نشانات کی جانچ کریں۔
- گسکیٹ بیٹھنے کی سطحوں کا معائنہ کریں۔
- فلینج پر ان جگہوں کو چیک کریں جہاں گری دار میوے بیٹھیں گے، یہ ہموار اور گڑھے اور ضرورت سے زیادہ پہننے سے پاک ہونا چاہئے۔
- RTJ نالیوں کو صاف، سنکنرن سے پاک اور بغیر نقصان کے رکھا جانا چاہیے۔
پائپ فلینج کے ابھرے ہوئے چہرے کی قابل قبول خامی ASME 16.5 جدول 3 میں دی گئی ہے۔ ابھرے ہوئے چہرے کے فلینج کے لیے فلینج فیسنگ فنش میں قابل قبول خامیوں کے لیے جدول سے رجوع کریں۔
فلانج الائنمنٹ چیک کرتا ہے۔
اس بات کو یقینی بنانے کے لیے کہ قابل قبول فٹ حاصل کر لی گئی ہے، فلینج کی سیدھ کو بصری طور پر چیک کریں ۔ فلینجز کو سیدھ میں کرتے وقت، اس بات کو یقینی بنائیں کہ جوائنٹ میں کوئی بقایا دباؤ نہیں ہے
۔ فلینج کی سیدھ میں حرارت کی اصلاح کا استعمال ایک اچھا عمل نہیں ہے اور سختی سے منع کیا جانا چاہئے۔
- فلینج کے چہرے متوازی اور سیدھ میں ہونے چاہئیں۔
- فلینج بولٹ کے سوراخ لائن میں ہونے چاہئیں تاکہ بولٹ آزادانہ طور پر گزر جائیں۔
نٹ، سٹڈ یا بولٹ چیک
- تنصیب سے پہلے نٹ اور سٹڈ/بولٹس کا بصری طور پر معائنہ کریں تاکہ یہ یقینی بنایا جا سکے کہ وہ خرابی جیسے کہ سنکنرن، خراب دھاگوں وغیرہ سے پاک ہیں۔
- مختصر بولٹنگ اور ضرورت سے زیادہ دھاگوں سے بچنے کے لیے سٹڈ یا بولٹ کی لمبائی چیک کریں ۔ فلینج بولٹس کو ناکافی لمبائی سے آراستہ کیا جائے گا تاکہ بولٹ کو تناؤ دینے والے آلات یا اسپیسز، اسپیسرز، ڈرپ رِنگز، اور ویفر والوز اور متعلقہ اضافی گسکیٹ کے استعمال کی اجازت دی جا سکے۔
- صاف کرنے کے بعد سٹڈ اور گری دار میوے کا بصری طور پر معائنہ کریں تاکہ یہ یقینی بنایا جا سکے کہ وہ گڑ سے پاک ہیں۔ جڑوں اور گری دار میوے کو تاروں کے برش کا استعمال کرتے ہوئے صاف کیا جانا چاہئے تاکہ دھاگوں پر موجود گندگی کو دور کیا جا سکے۔ چکنا کرنے والا (MOLYKOTE) دھاگوں اور گری دار میوے پر فلینج سے رابطہ کرنے والی سطحوں پر لگایا جائے گا۔ گسکیٹ اور گسکیٹ کے بیٹھنے کی جگہ میں چکنا کرنے والا استعمال نہیں کیا جانا چاہئے۔
- بولٹ اور نٹ میٹریل کے درجات کو استعمال کرنے سے پہلے ان کی صحیح شناخت کی جانی چاہیے۔
- بولٹ اور گری دار میوے صرف اس صورت میں دوبارہ استعمال کیے جاسکتے ہیں جب یہ معلوم ہو کہ ان پر اوورلوڈ نہیں ہوا ہے یا ان کی پیداوار پوائنٹ سے تجاوز نہیں کیا گیا ہے۔
- بولٹ پر نٹ کو جمع کرتے وقت نٹ کی شناخت کا نشان ہمیشہ باہر کی طرف ہونا چاہیے۔
گسکیٹ چیکنگ
- گسکیٹ یا فلینج چہروں پر سگ ماہی کمپاؤنڈ، چکنائی، یا دیگر پیسٹ یا چپکنے والا استعمال نہ کریں۔
- گاسکیٹ داخل کرنے کے دوران، اسے میٹنگ فلانج کے چہروں کے درمیان گسکیٹ سیٹ میں زبردستی نہیں لایا جائے گا۔ ایک بار گسکیٹ کے بیٹھ جانے کے بعد، میٹنگ فلینجز کو سیٹ سے ہلائے بغیر، تمام سٹڈز کو نصب کیے، اور تمام گری دار میوے کو ہاتھ سے باندھے بغیر احتیاط سے اکٹھا کیا جاتا ہے۔
- نصب کرنے سے پہلے گاسکیٹ کا بصری طور پر معائنہ کریں تاکہ یہ یقینی بنایا جا سکے کہ وہ نقائص سے پاک ہیں۔
- رنگین کوڈنگ مینوفیکچرر کی طرف سے فراہم کردہ ریٹ اور گسکیٹ کی قسم کے مطابق برقرار رکھی جائے گی۔
- وائر برش کا استعمال کرتے ہوئے گسکیٹ کے بیٹھنے والے چہرے کو صاف کریں۔
- اس بات کو یقینی بنائیں کہ مواد مخصوص ہے؛ گسکیٹ میں کسی بھی ممکنہ نقائص یا نقصان کو تلاش کریں، جیسے فولڈ یا کریز۔
- جب بھی کھلے ہوئے جوائنٹ کو دوبارہ بند کرنا ہو تو تمام نرم مواد کی گسکیٹ کو نئے سے تبدیل کیا جانا چاہیے۔
- سرپل زخم گسکیٹ صرف ایک بار استعمال کیا جائے گا.
فلینج بولٹ ٹارک کی ترتیب
تمام پری چیک مکمل ہونے کے بعد۔ آپ یہاں بیان کردہ پہلے سے طے شدہ ٹارک ترتیب میں سٹڈ کو سخت کرنے کے ساتھ آگے بڑھ سکتے ہیں۔ ٹارک بولٹ اور نٹ ایک "CRISS-CROSS" ترتیب میں کم از کم تین ٹارکنگ پاسز اور زیادہ سے زیادہ بولٹ اسٹریس کا استعمال کرتے ہوئے جیسا کہ بیان کیا گیا ہے۔
- PASS 1 ٹارک کی ترتیب: ٹارک کی ترتیب کے مطابق حتمی ٹارک ویلیو کے زیادہ سے زیادہ 30 فیصد تک ٹارک۔ چیک کریں کہ گسکیٹ یکساں طور پر کمپریس ہو رہا ہے۔
- PASS 2 ٹارک کی ترتیب: حتمی ٹارک ویلیو کے زیادہ سے زیادہ 60% تک ٹارک۔
- PASS 3 ٹارک کی ترتیب: حتمی ٹارک ویلیو (100%) تک ٹارک۔
تین بنیادی ٹارک پاس مکمل ہونے کے بعد، کم از کم ایک بار فائنل ٹارک کا استعمال کرتے ہوئے "CRISS-CROSS" طریقے سے نٹ کو ٹارکنگ دہرائیں جب تک کہ نٹ کی مزید گردش نہ دیکھی جائے۔
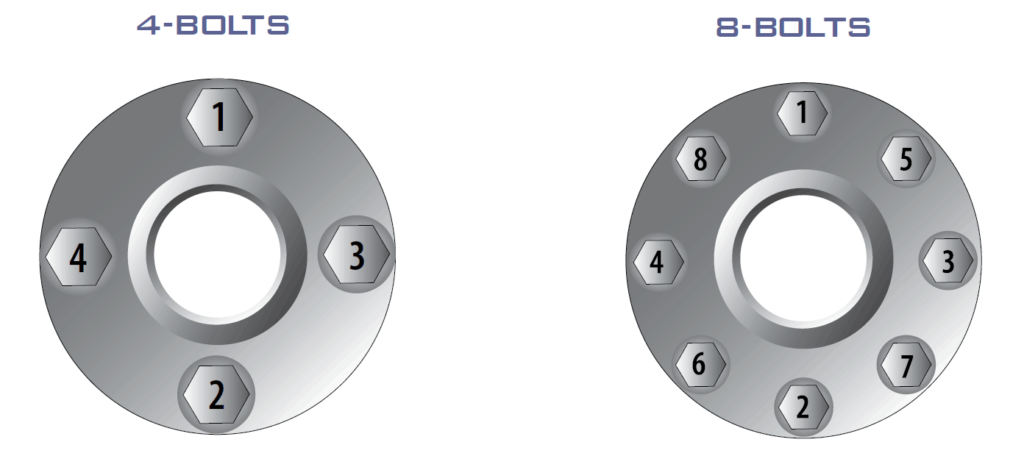

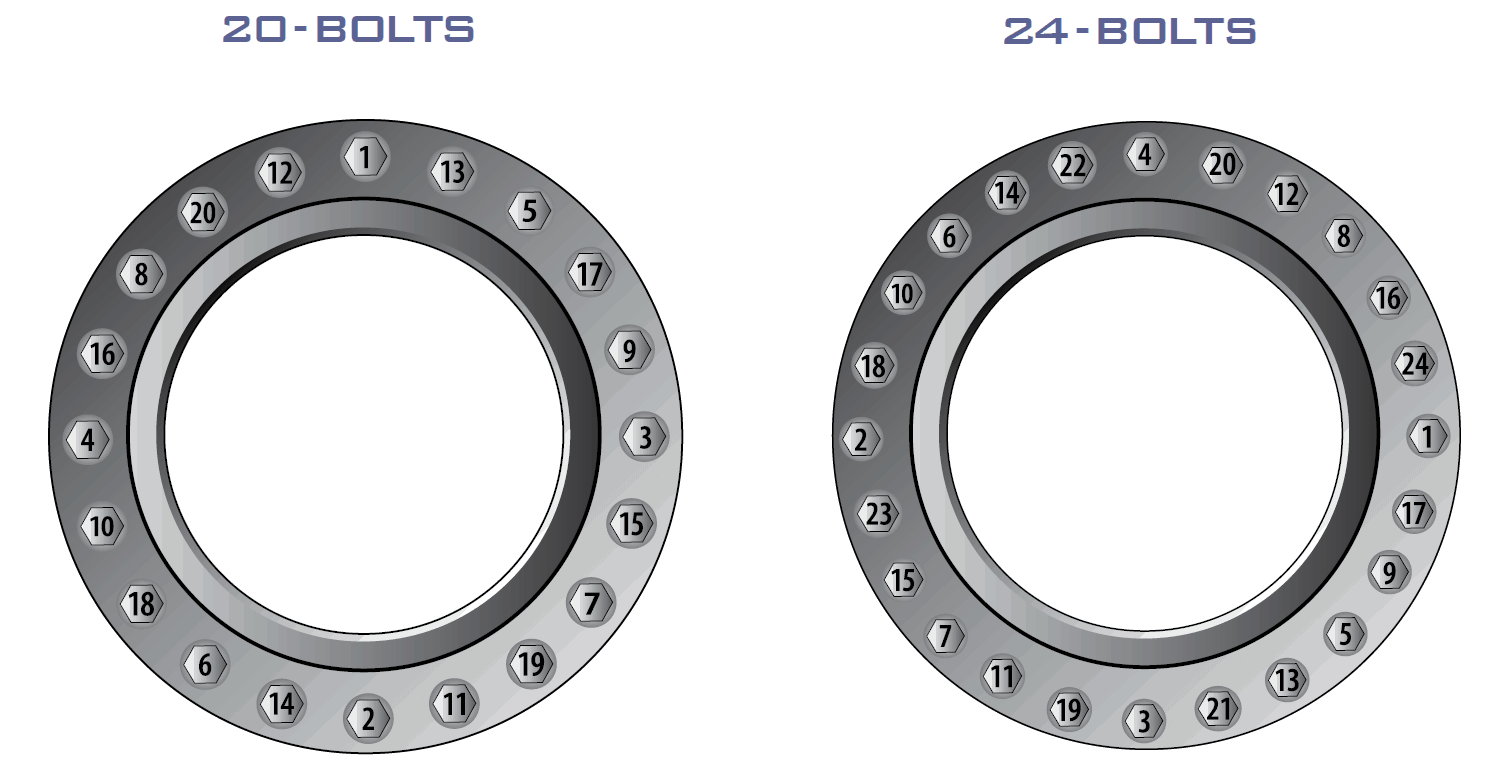
آسانی سے ہینڈلنگ کے لیے، بولٹ نمبرنگ مندرجہ ذیل ترتیب کے ساتھ فلینج کے گرد گھڑی کی سمت میں کی جائے گی۔
نیچے دی گئی جدول 4 سے 32 بولٹ کے ساتھ فلینجز کے لیے ٹارک کی ترتیب دکھاتی